
TOMRA Food has introduced the TOMRA 3A sensor-based sorting machine for freshly harvested root crops, offering potato growers unrivalled sorting capabilities, dependability, and affordability. Developed in response to specific customer challenges, the TOMRA 3A delivers a new level of foreign material removal to potato growers.
The sorter is typically used at the entrance to a potato storage shed, where it provides a final clean-up immediately after the freshly harvested crop has passed through a mechanical grader and soil removal equipment. The sorter employs an in-flight inspection and ejection process to detect and remove stones, soil clods and other debris from the incoming product. The TOMRA 3A is designed to operate at high capacity, because of the time pressures of short harvesting seasons, and to gently move the product without risk of damaging or bruising it.

Jim Frost, Product Manager at TOMRA Food, said: “In developing this machine, we have learned from our experience working with farmers in this sector and have adopted market-leading technologies already proven in some of our other sorting applications. As a result, this machine gives farmers exactly what they’ve told us they want: greater capacity, green potato removal, no product bruising, greater robustness and excellent reliability, easy to use and to move around, more data and statistics, and lower cost of ownership.”
Sophisticated imaging technology and more automated functions
The TOMRA 3A’s sophisticated imaging system, unlike the FPS’s, has color-detection capabilities to identify unwanted green potatoes. Solid-state, pulsed LED illumination technology with high resolution cameras is able to distinguish between the crop and foreign material. Amongst the range of signal responses from multiple tailored LED frequencies (some visible and some non-visible infra-red), advanced software analysis detects the presence of gross green on sun-exposed potatoes. The sorter is tolerant of overhead lighting effects and eliminates sensitivity to changes in light levels through daylight, evening, and night production.
The optical system has no moving parts when in operation, which improves reliability, and the fully-sealed camera enclosure is tolerant of environmental conditions such as rain, wind, dust and heat. Newly developed TOMRA technology such as automated camera alignment and calibration guarantee the sorter’s stability. In addition, new optical temperature control ensures consistency of optical signals, delivering unrivaled sorter stability and efficiency from the cool of the morning into the heat of the day.
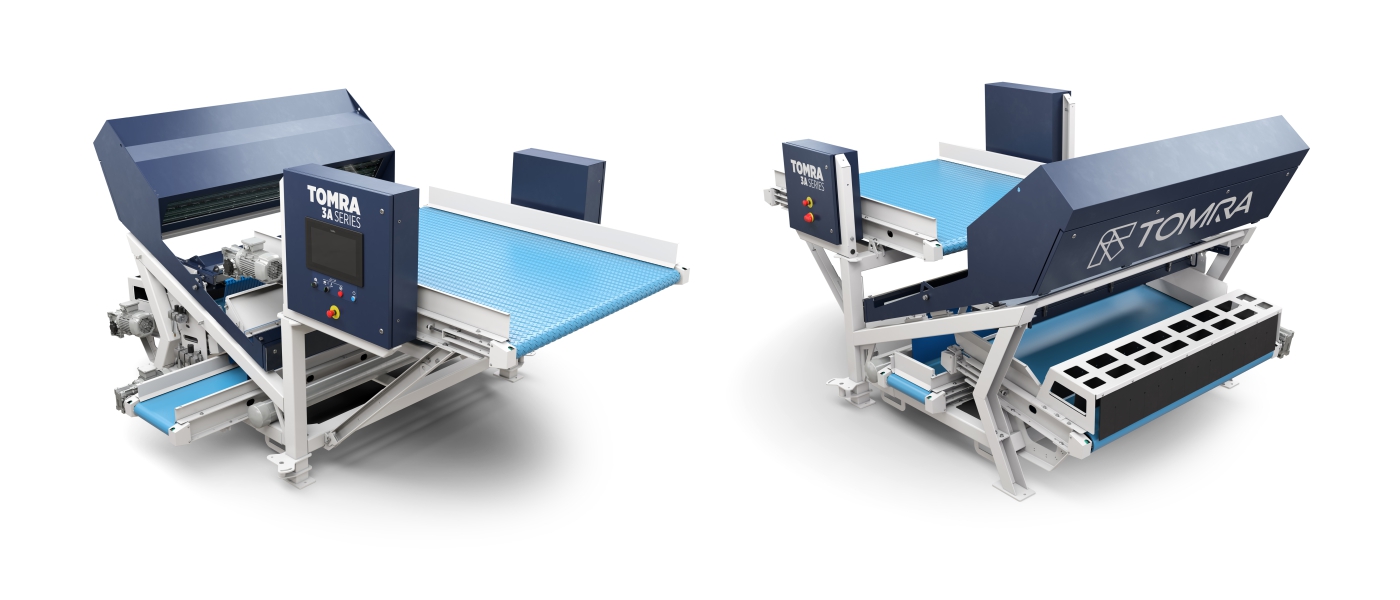
The TOMRA 3A performs well when pushed to meet the tight deadlines of a short harvesting season, with capacity increased by up to 30%. To accommodate a range of input capacities, the sorter is available in three widths, with a 1200mm, 1600mm, and 2400mm infeed conveyance. This enables throughput of up to 45, 65, and 100 tonnes per hour.
The TOMRA 3A sorter continues to employ a finger-based ejection system across the full width of the inspection area. The mechanical finger ejectors are designed for robustness and repeatability when removing even the largest and heaviest defective potatoes from the line, minimizing the need for repairs or replacements. Finger actions are optimized to prevent collisions with neighbouring potatoes as they fall into the area for accepted product. Gentle handling of the potato continues to be a key feature of TOMRA sorters. The ‘accept’ conveyor, through unique design, captures, decelerates and delivers good accepted potatoes without product collisions or bruising.
The TOMRA 3A is managed by software from the award-winning TOMRA ACT platform, sharing the graphical user interface and many of the features of its big brother, the TOMRA 5A. For ease of use there is a 15-inch wide high-resolution touchscreen with a high-brightness mode. The TOMRA 3A interface includes alarm reporting, statistics, and diagnostics capabilities, with the option of remote support via a 4G modem connection.
Ease of use extends also to serviceability. Improved accessibility of the ejector mechanism allows customers to order and replace parts themselves. New LED lights ensure long life, with no need for annual replacement. All these new sensor technologies have made it possible to move the camera further away from the product sorting zone, greatly reducing the need for cleaning the camera so that machine uptime is maximized and the crop is more quickly moved to storage.
The space needed for storage is reduced because foreign materials and poor-quality potatoes are so efficiently removed. Moreover, the farmer is empowered to supply customers with the highest-quality product, confidently meeting agreed specifications.
 |
Jim Frost commented: “Real-world field validations of the TOMRA 3A with farmers in Ireland and France, sorting fresh-pack and processed potatoes, have proven the great capabilities and reliability of this machine. Every one of the farmers who tried the TOMRA 3A wants it! We expect the TOMRA 3A to be popular with all potato growers and packhouses worldwide and to increase TOMRA’s presence in this sector in the USA.” |
The TOMRA 3A was shown publicly for the first time on September 4th and 5th at the Potato Europe exhibition in Tournai (Kain), Belgium.
About TOMRA Food
TOMRA Food designs and manufactures sensor-based sorting machines and integrated post-harvest solutions for the food industry, using the world’s most advanced grading, sorting, peeling and analytical technology. Over 8,000 units are installed at food growers, packers and processors around the world for fruits, nuts, vegetables, potato products, grains and seeds, dried fruit, meat and seafood. The company’s mission is to enable its customers to improve returns, gain operational efficiencies, and ensure a safe food supply via smart, useable technologies. To achieve this, TOMRA Food operates centers of excellence, regional offices and manufacturing locations within the United States, Europe, South America, Asia, Africa and Australasia.
TOMRA Food is member of the TOMRA Group that was founded on innovation in 1972 that began with design, manufacture and sale of reverse vending machines (RVMs) for automated collection of used beverage containers. Today TOMRA provides technology-led solutions that enable the circular economy with advanced collection and sorting systems that optimize resource recovery and minimize waste in the food, recycling and mining industries.
TOMRA has ~100,000 installations in over 80 markets worldwide and had total revenues of ~8.6 billion NOK in 2018. The Group employs ~4,000 globally and is publicly listed on the Oslo Stock Exchange (OSE: TOM). For further information about TOMRA, please see www.tomra.com




